

Ультразвуковой контроль (УЗК) сварных швов и наплавленных поверхностей – разновидность контроля, относящегося к неразрушающим видам. Применяется для обследования швов толщиной более 4 мм выполненных любым способом сварки с целью выявления внутренних дефектов: пор, трещин, непроваров, расслоений, неоднородность структуры, включений металлических и шлаковых. При проведении УЗК сварных соединений руководствуются действующими в РФ нормативно-техническими документами. Среди них ГОСТ ультразвукового метода контроля Р 55724—2013, положения которого выполняются лабораториями, выполняющими неразрушающий контроль
НОРМАТИВНЫЕ ДОКУМЕНТЫ
- ГОСТ Р 55724-2013 КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ. СОЕДИНЕНИЯ СВАРНЫЕ. МЕТОДЫ УЛЬТРАЗВУКОВЫЕ
- ГОСТ 14782-86 КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ СОЕДИНЕНИЯ СВАРНЫЕ МЕТОДЫ УЛЬТРАЗВУКОВЫЕ
- ОСТ 32-100-87 УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ МОСТОВ, ЛОКОМОТИВОВ И ВАГОНОВ
- РД 153-34.1-17.308-2001 МЕТОДИКА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ НА КОНИЧЕСКИХ ПОДКЛАДНЫХ КОЛЬЦАХ ВОДООПУСКНЫХ ТРУБОПРОВОДОВ КОТЛОАГРЕГАТОВ
- РД 19.100.00-КТН-545-06 УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ СТЕНКИ И СВАРНЫХ СОЕДИНЕНИЙ ПРИ ЭКСПЛУАТАЦИИ И РЕМОНТЕ ВЕРТИКАЛЬНЫХ СТАЛЬНЫХ РЕЗЕРВУАРОВ
УЗК используется для выявления дефектов в одно- и разнородных материалах (металлах и неметаллах) без разрушения изделия, что позволяет, при отсутствии дефектов, сразу эксплуатировать их. Применяется во всех отраслях промышленности и строительства на предприятиях в Долгопрудном для обследования швов сварных соединений, наплавленного и склеенного слоя ответственных деталей и изделий. УЗК проводят при одностороннем и двухстороннем доступе к обследуемому материалу. При этом применяются специальные приборы, которые называются ультразвуковыми дефектоскопами. Российские и зарубежные производители выпускают их в большом ассортименте, в т.ч. для использования в полевых условиях (мобильный вариант исполнения). Это позволяет диагностировать качество сварного шва по месту проведения работ. Используют УЗ контроль для обследования рельсов, стыков, деталей сварки, колесных пар, для проверки качества соединения стыков трубопроводных и промышленных магистралей, контроля поковок, отливок, металлопроката листового и трубного.
УЗК позволяет оценить качество швов, сваренных встык, в нахлестку, угловых и тавровых. Способ прозвучивания и методику проведения контроля выбирают в зависимости от конфигурации изделия или конструкции.
Трубопроводы магистральные, технологические и дюкеры являются технологическими изделиями, к которым предъявляются особые требования. И начинаются работы с соединения их в плети способом сварки. Поэтому проведение визуального контроля трубопроводов очень важный этап до начала проведения сварки, в процессе соединения и после окончания работ. Метод контроля газопроводов, водопроводов холодной и горячей воды, промышленных коммуникаций выбирается в зависимости от способа сварки и места его проведения. Надо отметить, что ВИК соединений трубопровода это только начальный способ контроля, после которого проводят другие виды контроля. Только совокупность нескольких видов контроля, которые позволяют выявить внутренние и наружные дефекты в трубопроводах и таким образом, гарантировать качество сварных соединений.
Лаборатория ООО «НДТ-контроль» проведет УЗК деталей, изделий и конструкций, выполненных всеми видами сварки в Долгопрудном и других городах РФ по выгодным ценам и в кратчайшие сроки.

К основным преимуществам УЗК относят:
- скорость обследования;
- мобильность;
- безопасность;
- низкую себестоимость.
Сущность способа и особенности
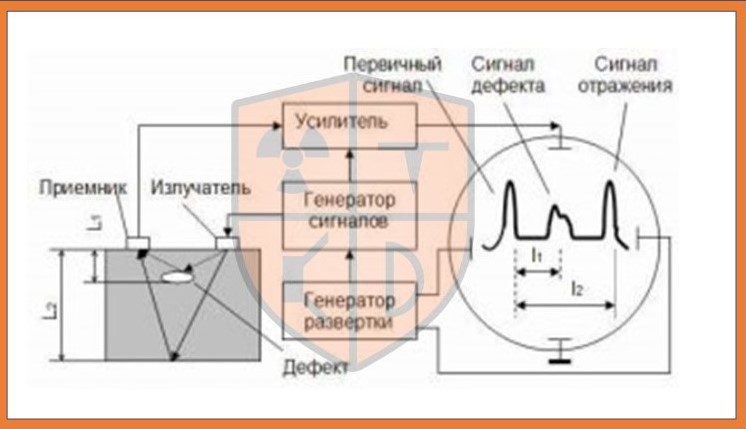
Метод основан на способности ультразвуковых волн проникать в материал на глубину и отражаться при наличии дефектных мест. Напомним, что ультразвуковыми колебаниями называют механические колебания упругой среды, частота которых более 20 кГц, т.е. находится за порогом слышимости человеческого уха. Для УЗК применяют колебания частотой 0,5 ÷ 10 МГц. Приемники и излучатели ультразвуковых колебаний называются пьезопреобразователями. Пучок ультразвуковых колебаний от пьезокристалла (вибрирующей пластинки) вводится в шов, который необходимо проконтролировать. При наличии дефекта ультразвуковая волна отражается он него и улавливается другой пластиной. Ее основное назначение — преобразовать колебания в электрический сигнал. После его усиления колебания подаются на дисплей дефектоскопа. Возникают импульсы разной высоты и ширины. Это свидетельствует о наличии дефекта. По виду импульсов судят о глубине залегания и длине дефекта. Пьезокристалл находится в специальном щупе. Дефектоскопист перемещают его по шву соединения по волнообразной линии и, таким образом, обследует сварной шов.
Ультразвуковые волны, которые используются при УЗК, могут быть следующих типов:
- поверхностными;
- поперечными;
- продольными;
- головными (продольно-поперечными).
В конструкции ультразвукового дефектоскопа используют различные типы щупов, которые возбуждают в контролируемом изделии преимущественно сдвиговые, продольные и поверхностные волны. Основными элементами такого устройства являются:
- корпус;
- пьезоэлемент;
- устройство контактное;
- демпфер;
- электроды.
Методы УЗ контроля в Долгопрудном
Методы акустического контроля обеспечивают выявление недопустимых дефектов в шве и околошовной и прикорневых зонах. Выбор типа преобразователя, схемы контроля и считывание параметров зависит от технологии сварки и типоразмера сварного шва. Для контроля применяют прозвучивание прямым лучом, прямым и однократно отраженным, многократно отраженным лучом, по слоям, эхо-зеркальным, зеркально-теневым и теневым методами. Все методы ультразвукового неразрушающего контроля сварных швов и оборудование, применяемое для этих целей указаны в ГОСТ 23829—79.
Способ просвечивания прямым лучом применяется для сварных швов толщиной до 10 мм, которые выполнены односторонним способом сварки с проплавлением. Преобразователь (щуп) перемещают в околошовной зоне между валиком усиления шва и точкой, расположенной на определенном расстоянии. В основном таким способом выявляют дефекты, которые находятся в корне шва.
Прямым и однократно отраженным лучом осуществляют односторонний контроль путем перемещения щупа в околошовной зоне.
Контроль многократно отраженным лучом применяется в случаях ограниченного доступа к шву. Например, если соединение закрыто специальными приварными накладками.
Контроль по слоям применяется для сварных соединений, толщина которых превышает 40 мм. Прозвучивание выполняется вышеуказанными способами. Эхо-сигналы фиксируются на определенном участке.
Эхо-зеркальный метод еще называют тандемом, т.к. прозвучивание шва осуществляется двумя преобразователями. Располагаются они друг за другом. Дефектоскопист перемещает их синхронно в разные стороны относительно оси симметрии. Причем, преобразователи могут включаться по раздельной или раздельно-совмещенной схеме. Для этого в конструкции дефектоскопа предусмотрены специальные приспособления, в которых преобразователи кинематически связаны таким образом, что при перемещении одного щупа, второй синхронно перемещается в противоположную сторону.
Два последних способа – зеркально-теневой и теневой применяются для нахождения больших по размерам дефектов, выполненных контактной сваркой или трением. Здесь прозвучивание выполняется тоже двумя преобразователями, которые включены по раздельной схеме. Они размещаются с обеих сторон сварного шва. Пропадание сигнала в строб-импульсе означает наличие дефекта.

Особенности УЗ контроля металла
Ультразвуковой контроль качества сварных соединений трубопровода (УЗК) и других строительных и промышленных конструкций на объектах в городе Долгопрудный проводят после выполнения визуального контроля и устранения, выявленных после такой проверки дефектов. Поверхность готовят – протирают ветошью и смазывают специальной контактной смазкой. Для этого используют минеральные масла. Поиск дефектов осуществляют перемещением щупа в околошовной зоне. Для этого выполняют продольно-поперечные перемещения и поворотные вокруг своей оси с шагом, который не должен превышать половины размера пьезоэлемента. При появлении на экране дефектоскопа эхо-сигналов от дефектов выполняют измерение необходимых характеристик:
- координат нахождения;
- амплитуды;
- условной высоты и протяженности;
- коэффициента формы;
- количество дефектов на стандартном участке сварного шва.
Полученные результаты вносят в карту контроля и сравнивают с действующей нормативно-технической документацией.
Методика ультразвукового контроля толщины металла, радиографического ультразвукового контроль прочности бетона и сварных соединений разрабатывается для каждого конкретного случаях и должна выполняться предприятиями-изготовителями.
Сварные швы, выполненные из сталей углеродистых и низколегированных толщиной до 15 мм, просвечиваются преобразователями с большим углом наклона призмы или наклонного типа. Швы толщиной от 16 до 30 мм контролируют приборами, имеющими один преобразователь за один проход прямым и однократно отраженным лучом. При этом рекомендуется отдельно проверять прямые участки и корневые.
В некоторых случаях, прежде чем осуществлять контроль ультразвуком, необходимо шов обработать шлифовальным инструментом (листовые конструкции, соединенные односторонним швом).
Металл, толщиной от 30 до 200 мм, который выполнен односторонней сваркой с подваркой корня или двухсторонней сваркой, контролируют наклонными преобразователями на определенной частоте (1,8; 2,5 МГц).
Металл толщиной свыше 200 мм контролируют, понижая частоту до1, 25 МГц и ниже.
Самыми опасными дефектами считаются трещины и непровары. Они возникают в вертикальной плоскости. И тут необходимо применить метод контроля тандем (эхо-зеркальный).
При контроле сварных точек тоже используют ультразвуковой метод. Их контролируют зеркально-теневым методом. Лучше всего этот вид контроля осуществлять в процессе сварки.
Наша лаборатория предлагает услуги проведения УЗК контроля в городе Долгопрудный и по всей территории РФ с выдачей заключения ультразвукового контроля по установленной форме. Компания ООО «НДТ-контроль» имеет свидетельство о регистрации согласно требованиям ПБ 03-372-00 в территориальном Управлении Ростехнадзора РФ и специалистов , которые имеют необходимые допуски, аттестованы в соответствии с Правилами, действующими в области неразрушающего контроля и опыт работы. Цена на проведение ультразвукового контроля формируется в зависимости от фронта работ, которые необходимо выполнить. Она обязательно согласуется с Заказчиком. Оборудование и приборы от лучших производителей и имеют отметку о поверке. Качество выполненных работ гарантируем.
